服务咨询热线:
15021091589
15021091589

技术文章
 更新时间:2025-09-02
更新时间:2025-09-02 点击次数:700
点击次数:700
使用红外膜厚仪测量热镀锌板耐指纹涂层的应用
摘要:介绍了KURABO红外膜厚仪的基本测量原理,利用红外吸收以及朗伯-比尔定律,建立吸光度-膜厚曲线后,计算得到膜厚样品的吸光度后间接测量得到产品的膜厚值。列举了两种不同的耐指纹涂液样板使用RX2500和RX4000测量建立的吸光度-膜厚曲线。说明了仪器具备测量该涂层的能力且具有较好的精度。
关键词:红外膜厚仪;耐指纹涂层;检测原理;RX2500;RX4000
Application of using infrared coating thickness gauge to measure the anti-fingerprint coating on hot-dip galvanized sheets
Abstract: The basic measurement principle of KURABO infrared coating thickness meter is explained in this paper , which uses infrared absorption and the Lambert-Beer law to establish an absorptance-coating thickness curve, and calculates the absorptance of the coating sample to indirectly measure the coating thickness valu. Two different types of anti-fingerprint coating samples were measured by RX2500 and RX4000 to establish absorptance-coating thickness curves. It is demonstrated that the instrument has the ability to measure this coating and has good accuracy.
Keywords:infrared coating thickness gauge; s anti-fingerprint coating; measurement principle; RX2500; RX4000
1 引言
热镀锌板具有耐腐蚀、美观、易加工等特点,在建筑、家电、汽车等行业具有广泛的应用。目前热镀锌板的主要表面处理工艺包含有:钝化处理(三价铬钝化和无铬钝化)、耐指纹膜(三价铬耐指纹、无铬耐指纹)、自润滑膜(三价铬自润滑、无铬自润滑)、涂油[1]。涂层的决定了产品的最终性能,因此如何有效的控制涂层的厚度以及均匀性一直是各大公司关注的重点问题,常规的测量方式多为在线剪板取样送至化验室检测获取膜厚值,或者产线旁使用手持设备进行快检。实验室环境好,专业技术人员测量,检测精度较高,但是时效性差;线旁手持测量环境较差,精度稍低,且面对较宽的板时操作上存在困难,且需要靠近产线测量,具有一定的危险性。
因此随着性能要求和安全等各方面因素的推动,在线厚度检测设备也在逐渐在各产线上出现。RX2500以及RX4000均为日本KURABO公司电子事业部研发的红外膜厚仪,专门用于钢铁行业内涂油,涂层的膜厚在线检测设备。设备由RX250和RX400系列升级而来,已有超过30余年的使用历史,国内外超过150余条产线投入使用。RX2500系列主要测量涂油的厚度,可用于镀锌板涂油厚度测量,RX4000系列主要应用于硅钢行业测量绝缘涂层,但是随着镀锌板涂层性能要求的日益提升,RX4000亦可用于耐指纹、自润滑和钝化膜的厚度检测。
2 检测原理
2.1 红外吸收光谱
当红外光的频率与分子中某个基团的震动频率一致或成整数倍时,就会发生红外吸收。如图1所示[1],改图展示了某三种钝化剂的红外光谱图,我们可以明确这些钝化剂在2900cm-1、1750cm-1、1240cm-1位置由明显的红外吸收现象。该方法通常用于定性分析物质的种类并推断其结构,若对其中特定吸收峰的位置进一步进行定量的分析则可以利用朗伯-比尔定律计算吸光度与膜厚值的关系。

图1 钝化剂K、P、H涂膜的ATR谱图
2.2朗伯-比尔定律(Beer-Lambert Law)
朗伯-比尔定律,是光吸收的基本定律,适用于所有的电磁辐射和所有的吸光物质,包括气体、固体、液体、分子、原子和离子。是比色分析及分光光度法的理论基础。表示光被吸收的量正比于光程中产生光吸收的分子数目,其数学表达式如下:

由于镀锌板涂油或涂层多为混合物,我们可以根据红外吸收光谱扫描的结果,选择合适的吸收峰位置作为厚度计算的特征吸收峰。且对特定配方的产品其组分固定,即对于特定产品而言,公式中的摩尔吸光系数K,吸光物质的浓度c均为定值,说明吸光度与膜厚值成正比例关系,见图2,图3所示。

图2 不同厚度的同类产品的红外吸收光谱图

图3 吸光度-膜厚关系图
设备基本结构见图4所示,光源首先通过滤光片转盘转化为单色光,再透过偏振片,滤去容易发生漫反射的S偏光,在涂层内发生红外吸收后,经由钢板表面反射回到接收器内。接收器将光信号转化为电信号再通过数据处理单元转化为吸光度数据,代入到吸光度-厚度曲内进行计算,获得最终的膜厚值[3]。
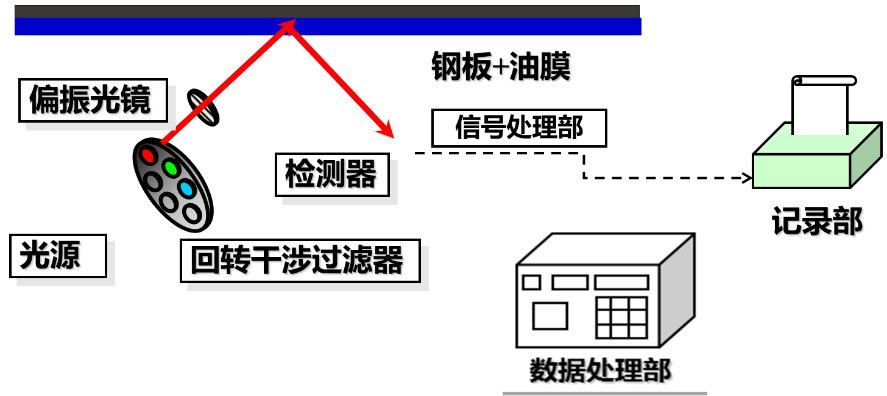
图4 红外膜厚仪基本结构示意图
对于RX2500和RX4000,两者均是利用红外吸收进行但是在检测波段范围上存在差异,见图5所示。RX2500通常选择3.5μ左右的滤光片作为红外吸收的检测区域,该位置通常对应C-H键的吸收,可涵盖有机物的检测,如防锈油。RX4000则根据涂层红外吸收光谱,选择合适的吸收峰定制滤光片测量,波长范围可在5-12μm内选择,可涵盖C=C键、SI-O键、P-O键等传统红外膜厚仪无法检测到的吸收峰位置,扩大了设备的适用范围,针对半有机或无机的涂液理论上也能适用。

图5 某涂料红外吸收光谱曲线
测试采用RX4000对某厂的耐指纹涂层进行曲线的制作,观察制作曲线的相关性。并测试测量仪器短期稳定性、长期稳定性及再现性。
表1为某热镀锌板耐指纹涂层不同厚度的样品使用RX4000膜厚仪测量吸光度,并依据该组数据,绘制吸光度-膜厚曲线的结果。可以看到采用一次项拟合的曲线相关性为97.73%,采用二次项拟合的曲线为98.8%,见图6所示。
表1 RX4000吸光度-膜厚数据表
序号 | 膜厚标准值 | 吸光度 | 计算值 | 偏差 |
1 | 0.47 | 0.0226 | 0.47 | 0.00 |
2 | 0.75 | 0.0551 | 0.79 | 0.04 |
3 | 0.96 | 0.0693 | 0.92 | -0.04 |
4 | 1.23 | 0.1071 | 1.23 | 0.00 |
5 | 1.46 | 0.1377 | 1.45 | -0.01 |
6 | 1.86 | 0.2135 | 1.88 | 0.02 |
7 | 2.08 | 0.2605 | 2.07 | -0.01 |
根据朗伯-比尔定律吸光度理论上与厚度成正比例关系,即一次项曲线,但是实际应用中由于外部环境因素的干扰,如厚度范围跨度较大,厚度造成的光损失等因素,在一次项拟合不佳的情况下,亦可选择二次项进行拟合,以达到更佳的测试效果。
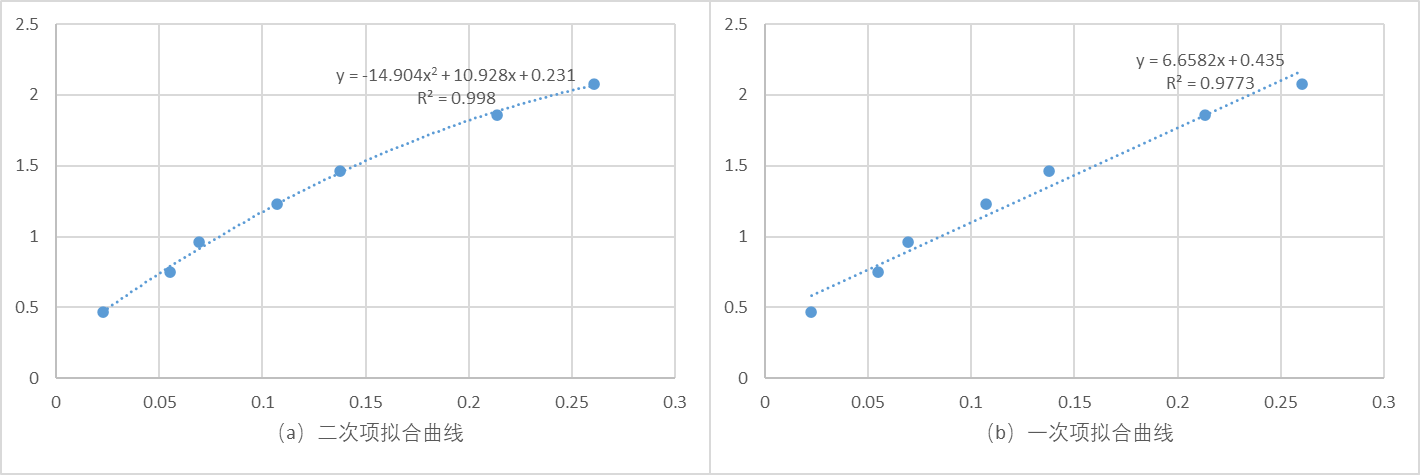
图6 RX4000二次项拟合曲线和一次项拟合曲线
将吸光度代入到二次项公式内,重新计算厚度值并于标准值比较发现,与标准值的偏差最大仅0.04。
下表2另一种热镀锌耐指纹涂层采用RX2500膜厚仪测量的数据结果。采用一次项拟合相关性为98.55%,使用二次项拟合相关性为99.5%。使用二次项拟合的公式代入吸光度计算膜厚值与标准值最大偏差为0.07。
表2 RX2500吸光度-膜厚数据表
序号 | 膜厚标准值 | 吸光度 | 计算值 | 偏差 |
1 | 0.26 | 0.0186 | 0.29 | 0.03 |
2 | 0.67 | 0.0523 | 0.61 | -0.06 |
3 | 0.97 | 0.0837 | 0.97 | 0.00 |
4 | 1.17 | 0.1027 | 1.20 | 0.03 |
5 | 1.31 | 0.1099 | 1.30 | -0.01 |
6 | 1.58 | 0.1356 | 1.65 | 0.07 |
7 | 1.92 | 0.1492 | 1.86 | -0.06 |
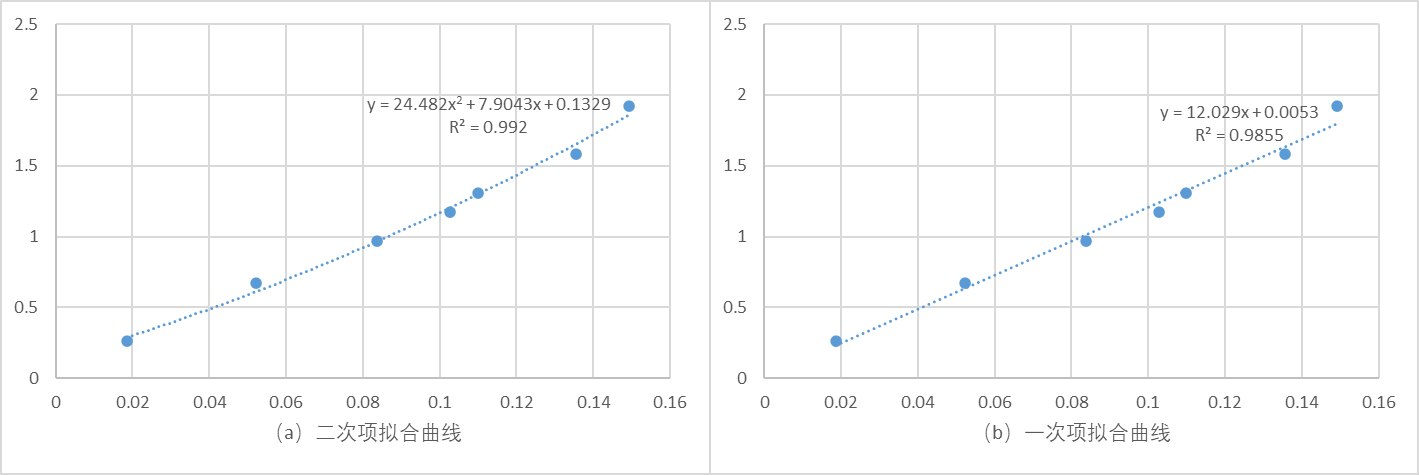
图7 RX2500二次项拟合曲线和一次项拟合曲线
在实际应用中需要注意的是,由于该设备为间接测量膜厚的设备,膜厚的标准值通常依赖于其他第三方的仪器获得,如接触式测厚仪或X荧光测厚仪等,在第三方仪器不能获得较为准确的膜厚值的情况时,采用不准确的膜厚标准值与吸光度进行拟合获得的曲线相关性会比较差,且不具有实际的指导意义。
5 结论
KURABO红外膜厚仪可以用于热镀锌板表面耐指纹膜厚的检测。鉴于涂料或涂油时均含有大量的有机组分,使用RX2500及RX4000均可以测量膜厚值。使用标样建立曲线后在相关性98以上时,基本可以保证与标准值的偏差在0.1以内,具有优秀的检测精度。
同时基于设备的检测原理,亦可用于涂油或其他类型涂液的厚度测量,具有广阔的应用前景。
 当前位置:
当前位置:
 上一个:
上一个: 返回列表
返回列表
